Soldering For Beginners
Motor Digest 1946
(Sourced by John Pearce with many thanks)
The
use of soldering in electrical repair and service work is so much an everyday
matter to those with a few years' experience that one is apt to forget that the
beginner or trainee. cannot be expected to know all about it on first sight.
Those who do usually don't, if one may so express it! Let us, then, consider
briefly the practice of soldering, in -simple terms, for the benefit of the
beginner, and include a few tips which may possibly be of use to those past the
novice stage. We may best commence by a series of questions and answers :
(1)What is Soldering? A low temperature operation in which two or more metal parts may be firmly united through the medium of solder which is a mixture of metals and minerals normally solid at atmospheric temperature but melting to fluid at an applied temperature which is less than the melting temperature of the parts to be joined.
(2)What is the Principal Use of Soldering? Its principal use is in securing together metal parts which will not be subjected to high temperatures and heavy stresses and its great advantage is the ease and convenience with which joints can be made.
(3) Which Metals can be Soldered ? Brass, copper and tinplate are the easiest for " soft " soldering the kind most frequently used in electrical repair work. Mild steel and cast-iron can be soldered but with more difficulty. Aluminium and zinc alloys (such as die cast dynamo end brackets, etc.), are not suitable for soldering, although special material has been used on certain grades of aluminium.
(4) What is
Solder Composed of? A soft alloy whitish in colour containing tin, antimony, and
other materials. As these substances are scarce, solder should not be wasted,
and care in soldering will result in very substantial economies.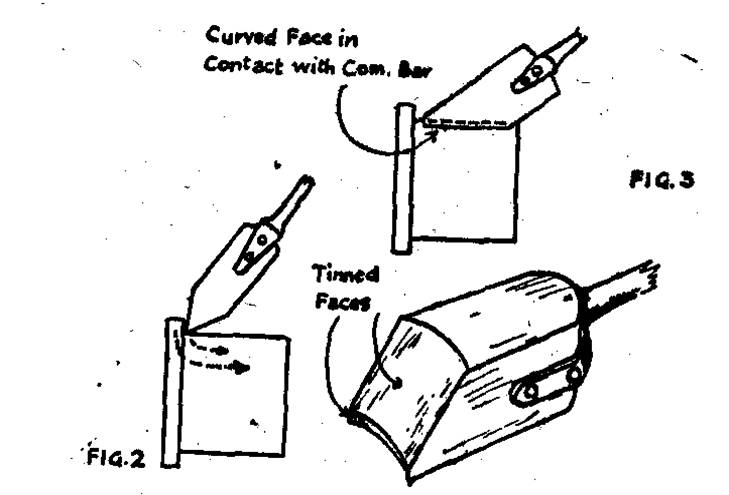
(5) How would two Metal Parts be Soldered together? Assuming the metals concerned to be suitable for soldering, the surfaces to be joined are first filed or scraped perfectly clean and bright. (This is most important and will be covered more fully later.) Then they are both progressively heated and a coating of soldering flux is applied and melted on to the surface. Stick solder is then applied to the surfaces and allowed to melt in a uniform film. Finally, the two parts are firmly held together, and temperature maintained until the two films of solder melt and merge into a single " sandwich filling." The parts are held together until cool and the solder is firmly set, uniting the parts.
(6) What is
Soldering Flux and why is it used ? Flux, of which several kinds are available,
may consist of pure flaked resin, one of the patent preparations, or (as the old
hands will remember from early days) killed spirits—hydrochloric acid containing
a solution of pure metallic zinc dissolved in it. For electrical work, killed
spirits is taboo, as its corrosive action is severe and widespread. Such patent
solder fluxes as fluxite, coraline, or Baker's fluid can be used, but for
electrical connections and wiring, etc. resinous flux, which is least corrosive,
must be employed. Flux is used to ensure chemical cleanliness of the surfaces to
be joined and to prevent the formation of oxides through atmospheric oxygen
reacting on the heated surfaces. This oxide will prevent an effective union
between the molecules of molten solder and the pores of the metal to which it is
applied. Very little flux is needed. If too much is used it spreads and causes
trouble.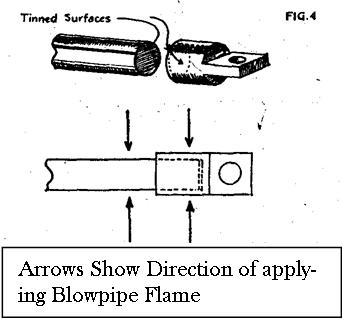
(7) What Methods can be used to Heat the Work ? Only suitable means of applying clean controlled heat, according to the conditions of the job. One would not attempt to solder a halffilled petrol tank with a blow lamp after the first try, neither would it be wise to use a blow lamp for jointing wires inside a dynamo carcase. The chief requirements are that the parts to be joined must be uniformly heated without exceeding safe limits or spreading the heat where it is not wanted, and that the means used does not introduce impurities which might spoil the work. One might heat two parts to soldering temperature by holding them in the flames of a coal fire but the soot deposited would hardly improve the chemical cleanliness necessary for soldering.
(8) What about Heating the Solder in Order to Melt it ? One of the commonest errors of the novice at soldering is to melt solder by means of a heated soldering bit and apply this to the surfaces to be joined. The result is that the globule of solder chills on contact with the parts and “sticks” while in a plastic or half-solidified form. The joint may look all right but is what is called "cold-soldered" and will break apart at the lightest touch. That is why the only correct way is to heat the work first and then allow the heat to flow by conduction into the solder held in contact with it, keeping up the work temperature.
(9) Why is a Solder Bit or Soldering Iron used? For general work it is the most convenient and safest method of carrying a reservoir of heat to the work, applying it to coat or "tin" the surfaces with solder, and to maintain work temperature while solder is applied and a sound union ensured. Other methods of applying heat will be discussed at a later stage.
(10) What
does a Solder Bit consist of and How is it Used? The simple form of bit
comprises a block or bar of copper securely held in an iron shaft having a
heat-proof wooden handle at the other end. The copper may be shaped in any way
for special purposes, but the general form is tapered to a blunt chisel edge.
The copper, being an excellent heat conductor, will quickly absorb and retain
heat when placed in a gas or blow lamp flame. The electric solder bit has the
copper surrounded for the greater part of its length by a coil of insulated
resistance wire, in which current flows from the flexible cables by which it is
connected to the electricity supply point. This coil becomes heated with the
passing of current and the heat is absorbed and retained by the copper bit. The
electrical solder bit is convenient in that it can be used within reach of any
power point and is safe for use in an inflammable atmosphere, having no need of
naked flame for heating.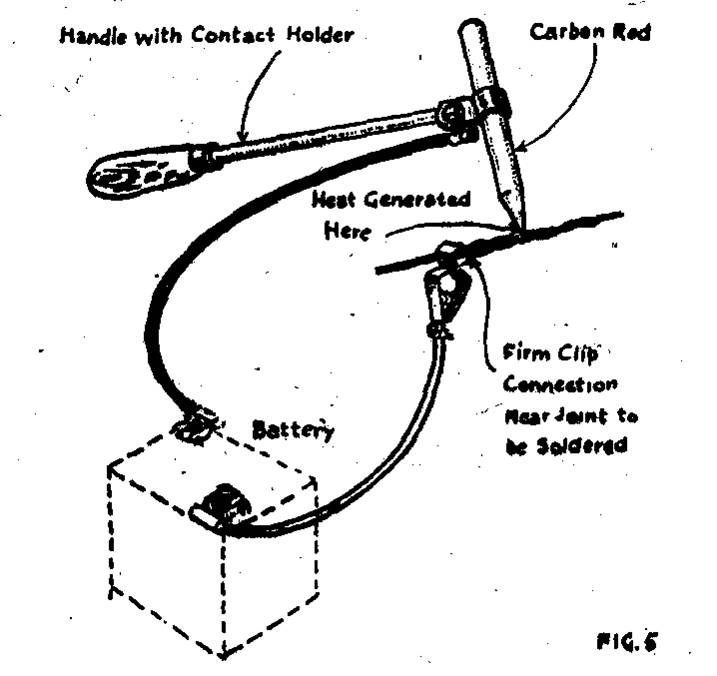
(11) How does a Solder Bit need Preparing for Use ? A new bit must be tinned. This is done by heating for a few minutes, cleaning the tip, coating with flux, and running a film of solder over the surface. It can then be reheated slightly and used immediately. Excessive or repeated heating causes the film to burn away, when the tip must be filed or scraped clean and re-tinned. A clean bright tip is essential for good work as it allows ready transfer of heat and will carry sufficient solder for a light job.
(12) Why should it matter if the Tip is not Cleaned and Tinned? A bare copper bit, when heated immediately, collects a coating of copper oxide from the oxygen in the air. This can be seen in the dark-brown coloured surface. Try to melt solder with the bit. The solder forms globules which promptly roll off. When applied to the work the oxide film blankets the heat and prevents it being transferred. As long as the business end of the tip is clean and well tinned the rest of the copper can be heavily oxidised without affecting the work, but the bit takes longer to heat in a gas flame or blow lamp, The whole of the copper should be occasionally wirebrushed. Electric bits do not need this.
For the best results the size of bit should suit the nature of the job and the volume of metal which must be heated up. A large bit used for light work is underloaded unless a considerable number of jobs are to be done at one heating, while a small bit requires frequent returns to the stove and allows work to cool repeatedly where the metallic volume of parts to be soldered is above its capacity. Jointing of wires or "sweatingon" of terminal tags are instances of light work which frequently recur in electrical work, and it is worth while considering the best ways of soldering these jobs.
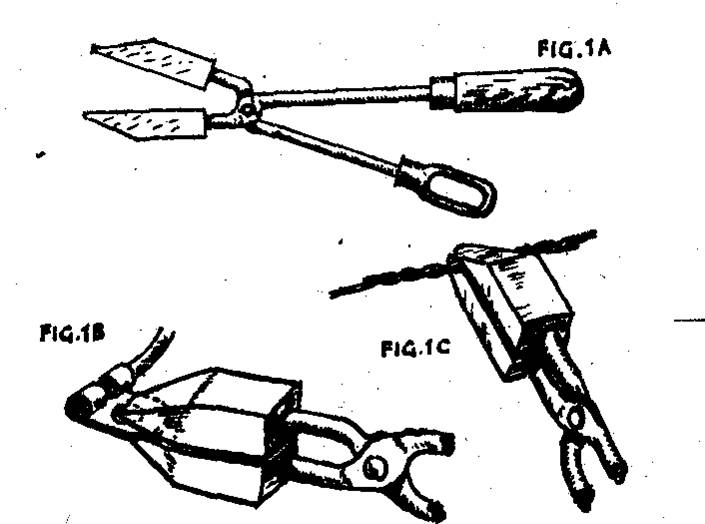
Fig. 1A shows a pincer bit which consists of two copper bits with flat faces, tinned on the inside, which is well suited to sweatingon and jointing. Fig. 1B shows how the bit is held to grip a tag, holding it like a pair of pliers and heating both tag and wire by conduction, leaving one hand free to apply solder and flux. Fig, 1C illustrates a twisted joint similarly held, exposing part of the joint for application of solder - the remaining part being jointed by capillary action drawing the solder into the crevices.
Where a larger amount of metal is concerned, particularly copper, which rapidly conducts heat, it is necessary to use a fairly large bit with adequate area of heat transference. An example of this is in soldering commutator riser connections of dynamo and starter armatures. Here the risers and ends of wires must be raised to soldering temperature, but the bulk of copper in the commutator will carry away the heat and make the heating-up process slow and inefficient unless steps are taken to heat all the metal uniformly.
Fig. 2 shows an ordinary small soldering bit with small area of contact applied to riser. Arrows indicate the flow of heat into the commutator bars, which rapidly cools the bit and may result in a poor joint. Fig. 3 illustrates a special bit with curved face of large area, applied to the bars-several at a time-so that each bar is preheated before the soldering is done, and the risers are heated by conduction from the bars.
Gas Heaters. A specially designed soldering stove-burning gas has the flame concentrated inside an iron hood which heats the bit uniformly along its length. A common mistake among beginners is to allow the bit to get too hot - which wastes gas and time and tends to burn the copper. It is a mistake to think that a bright green flame shows when the bit is hot enough. This green flame is caused by chemical constituents of the flux and may show immediately a cold bit is placed in the stove. A little practice will soon teach the user how long is needed for any given size of bit to reach working temperature.
A good test is to apply flux and solder which will readily run and merge with the coating of tin when the bit is ready for use. Electric bits usually operate at correct temperature as long as switched on, but should not be left on for long periods.
Direct Heating by Flame. The copper bit is not suitable for jointing large masses of metal where heat by conduction is likely to be rapid. An example of this is the sweating-on of lugs to a copper busbar. Fig.4 shows how a blow-pipe flame is applied to the busbar and lug alternately -but not to the area to which flame is to be applied - to raise the temperature of each uniformly. The inside of the lug and the end of the busbar being properly tinned, the parts are assembled while the solder is molten, and the flame applied to the busbar (this being the path of greatest heat conduction) to run the tinned surfaces well together.
Another example is the fitting of a battery cable lug where the cleaned and tinned end of the cable is secured in the lug, and the blow-pipe played on the lug so that heat will flow from this into the cable. Solder can then be run into the crevices between cable strands and lug. In this case, molten solder will tend to run out, so the work is allowed to cool and solder applied until it becomes plastic.
Heat Conduction by Vice. If work is held in a vice for soldering, the jaws will carry away applied heat unless insulated. Wood, fiber, leatheroid, or press pahn (also known as Elephantide) should be interposed.
Heating by Immersion in Solder. Of all methods of heating, the quickest and most efficient is immersion in molten solder where this is practicable. The iron crucible must be heated on a gas burner and sufficient solder melted to allow adequate contact with the work, so this method is only economical where a large number of small parts (which can be safely dipped in or "basted" with molten solder) are to be dealt with. It is mostly used in repetition operations.
Carbon Electrode Heating. This method is very commendable for work on the vehicle, as power is obtained from the battery and heat is quickly and efficiently raised. Fig. 5 shows the equipment in use on a jointing job. The wire to be jointed is connected to one terminal of the battery and the cable connected to the holder, while the carbon stick is taken to the other battery terminal. When the tip of the carbon is touched on the wire, the electrical resistance at the point of contact generates heat, raising the area of contact to soldering temperature almost immediately. Heat is controlled by voltage of battery and pressure of electrode. Light pressure tends to increase heat, but contact must be maintained as breaking contact slowly will start a hot arc liable to burn the wire.
Use of Capillary Attraction. Molten solder will naturally run into crevices when the metals are at the correct temperature. This capillary attraction is made use of in ensuring good jointing. For example, in soldering a seam joining two metal sheets, the surfaces being tinned, as heat is applied the tinned surfaces should be seen to merge, and when solder is added from the stick it should run in and leave an unbroken silvery surface along the join, which dulls as the metal cools.